

Voor de beginnende 3D-printerist is "kalibratie" vaak synoniem met "het printbed waterpas maken". Maar voor de gevorderde fanaat is kalibratie een continu proces van finetunen en optimaliseren, essentieel om de absolute grens van printkwaliteit en betrouwbaarheid te bereiken. Het gaat dieper dan alleen de eerste laag; het omvat het precieze gedrag van je extruder, de flow van je filament en zelfs de manier waarop je printer omgaat met trillingen. Deze gids duikt in de cruciale geavanceerde kalibratiestappen die je printkwaliteit naar een professioneel niveau tillen.
1. E-steps (Extruder Steps per Millimeter): De Basis van Consistentie
Voordat je complexe instellingen aanpakt, moet je zeker zijn dat je extruder de juiste hoeveelheid filament duwt. E-steps bepalen hoeveel stappen de extruder-motor moet maken om precies 1 millimeter filament door de hotend te voeren. Een onjuiste E-step waarde leidt tot over- of onder-extrusie, wat een desastreus effect heeft op alle daaropvolgende kalibratiestappen en uiteindelijk je printkwaliteit.
- Waarom het ertoe doet: Een correct gekalibreerde E-step waarde zorgt ervoor dat de slicer exact weet hoeveel materiaal er wordt geëxtrudeerd. Dit is de fundering voor de juiste flow en maatvoering van je prints.
- De Procedure (Kort):
- Verwarm je hotend tot de normale printtemperatuur van je filament.
- Markeer het filament 120 mm boven de ingang van de extruder.
- Geef je printer het commando om 100 mm filament te extruderen (via de interface of G-code:
G92 E0gevolgd doorG1 E100 F100). - Meet hoeveel filament er nog over is tot aan je markering. Is er precies 20 mm over, dan zijn je E-steps correct.
- Bereken de nieuwe E-step waarde met de formule:
(Huidige E-steps * Geëxtrudeerde afstand) / Gemeten geëxtrudeerde afstand. - Sla de nieuwe waarde op (Marlin:
M92 E[nieuwe waarde],M500).
- Do's & Don'ts:
- Do: Voer dit altijd uit zonder dat het filament door de nozzle wordt geduwd (dus koppel de Bowden-tube los van de hotend of verwijder de nozzle) om te zorgen dat de meting niet wordt beïnvloed door tegendruk.
- Don't: Vergeet niet de waarde op te slaan in het EEPROM (
M500) of in je Klipperprinter.cfgbestand, anders is de kalibratie na een herstart weer verdwenen.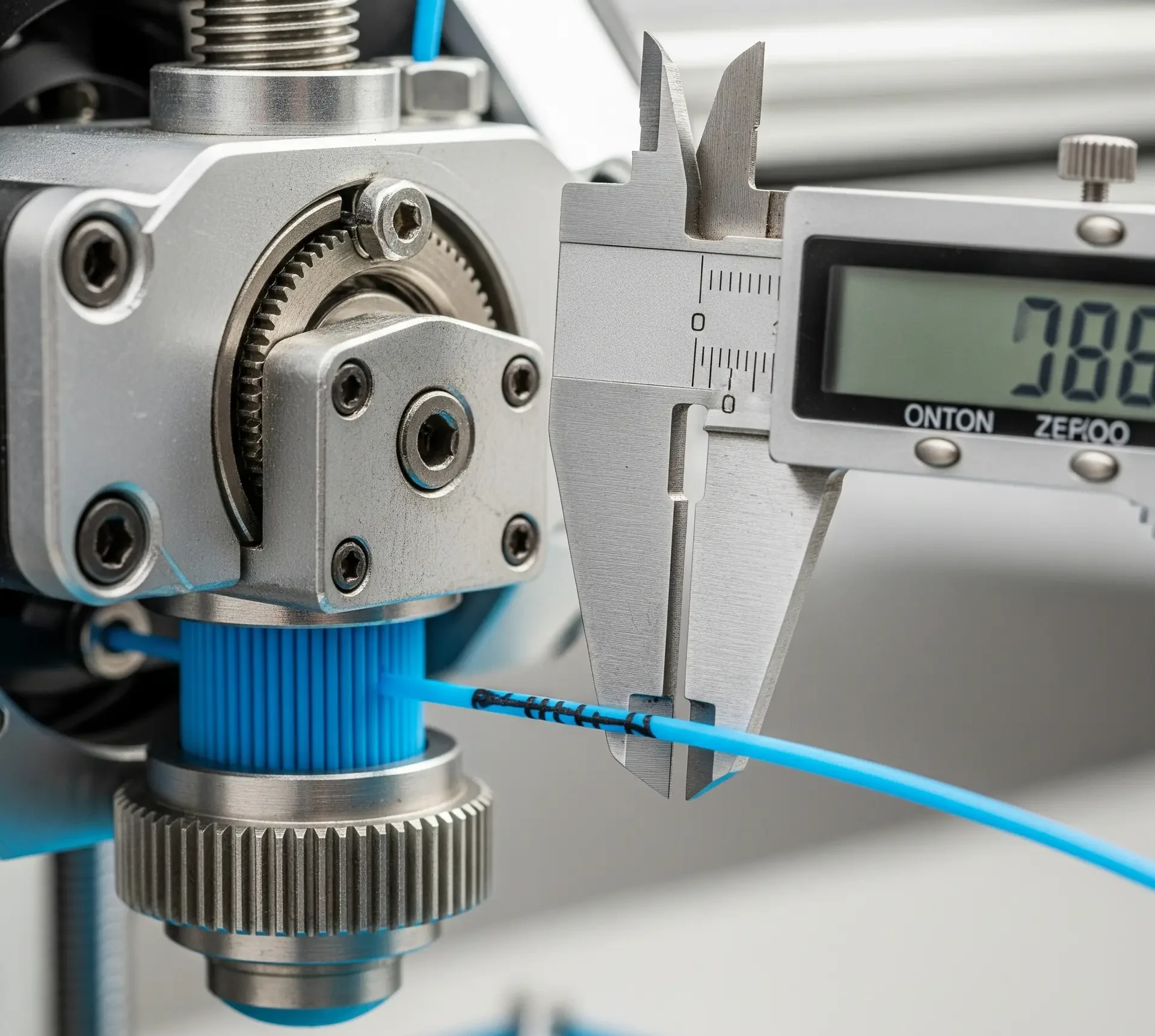
2. Flow Kalibratie: De Perfecte Extrusie
Nadat je E-steps correct zijn, richt de flow kalibratie zich op de daadwerkelijke volumetrische extrusie in combinatie met je specifieke filament. Dit compenseert voor kleine verschillen in filamentdiameter en de manier waarop het filament reageert op compressie in de extruder. Een correcte flow voorkomt dikke lijnen (over-extrusion) of gaten (under-extrusion) in je top- en zijwanden.
- Waarom het ertoe doet: Een accurate flow zorgt voor esthetisch perfecte oppervlakken en dimensioneel nauwkeurige prints. Het voorkomt ook problemen als "elephants foot" aan de basis van je print.
- De Procedure (Kort):
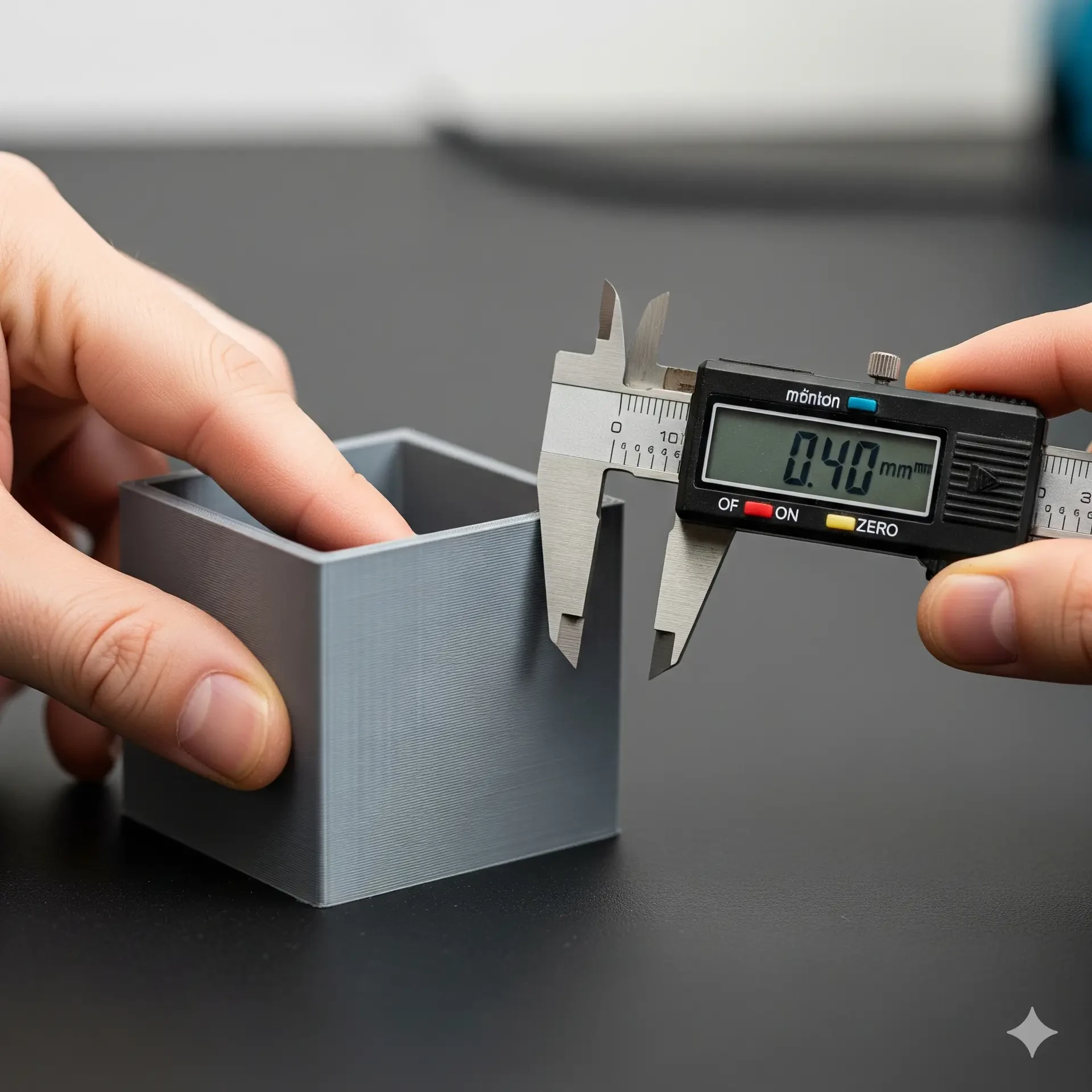
- Print een enkelwandige kubus (zonder top, bottom of infill) met een nozzle diameter die overeenkomt met je slicer-instellingen (bijv. 0.4mm nozzle = 0.4mm lijndikte).
- Meet de wanddikte van de geprinte kubus met een schuifmaat.
- Bereken de nieuwe flow percentage:
(Gewenste wanddikte / Gemeten wanddikte) * Huidige Flow%. - Pas dit percentage aan in je slicer onder "Flow" of "Extrusion Multiplier".
- Do's & Don'ts:
- Do: Kalibreer de flow per filamenttype en merk. Filamenten variëren in diameter en densiteit, dus een nieuwe spoel kan een licht andere flow vereisen.
- Don't: Verwar E-steps met flow. E-steps zijn een hardware-instelling van je printer; flow is een software-instelling in je slicer die daar bovenop komt. E-steps kalibreer je één keer; flow herhaal je per filament.
3. Linear Advance / Pressure Advance: De Druk in de Nozzle Beheersen
Dit is een van de meest impactvolle geavanceerde kalibraties, vooral voor Direct Drive systemen. Linear Advance (Marlin) of Pressure Advance (Klipper) anticipeert op de opbouw en afbouw van druk in de nozzle tijdens extrusie. Zonder dit zal de printer bij het beginnen van een lijn te veel filament spuiten (blobs) en bij het stoppen te weinig (gaps), vooral bij scherpe hoeken.
- Waarom het ertoe doet: Elimineert blobs en zits op de print, zorgt voor scherpere hoeken en uniformere lijndiktes, zelfs bij variërende printsnelheden. Het verbetert de oppervlaktekwaliteit aanzienlijk.
- De Procedure (Kort):
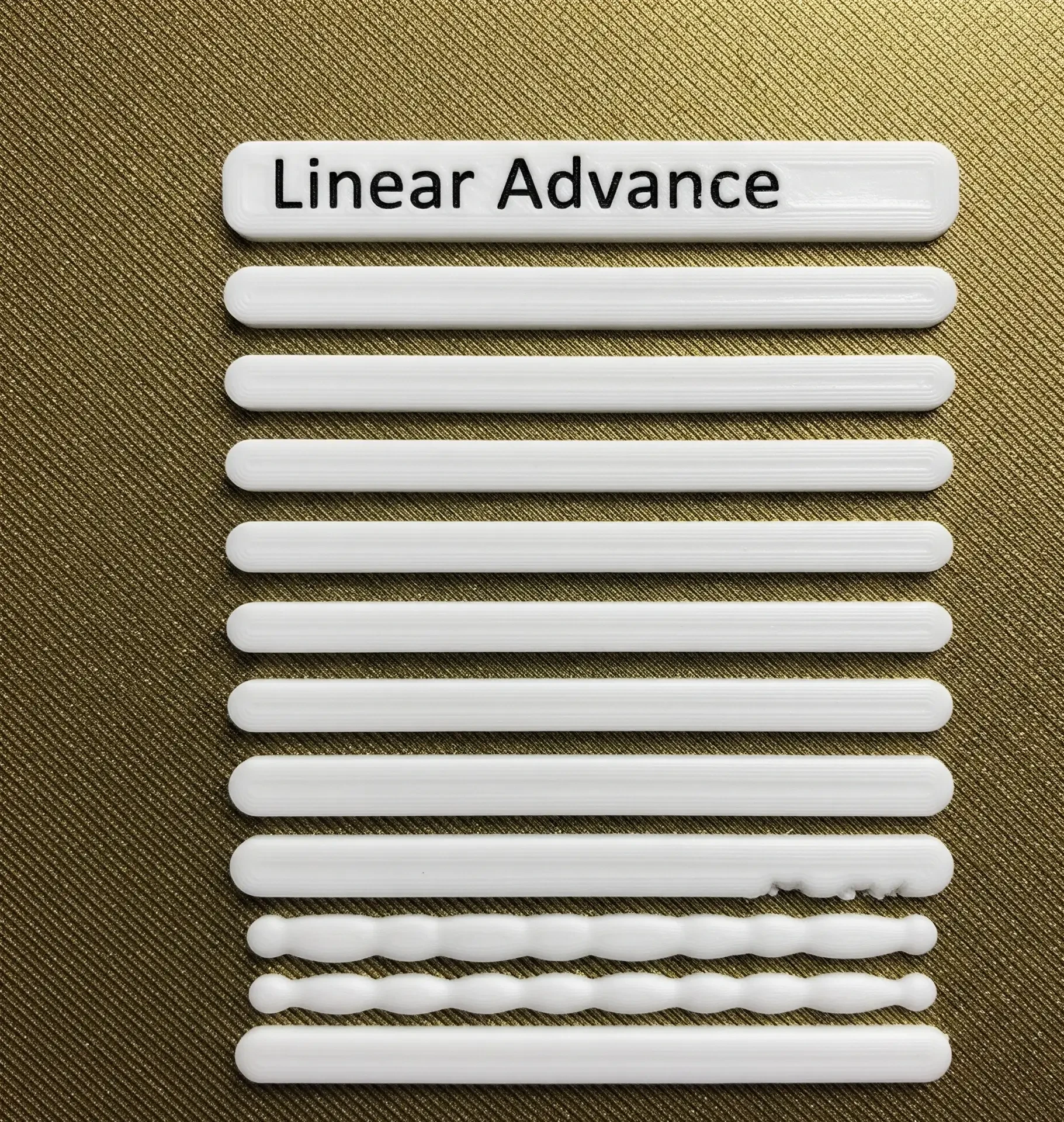
- Genereer een specifiek testpatroon (vaak een lijn die geleidelijk versnelt en vertraagt, of een serie korte lijnen) met een specifieke K-factor (Linear Advance) of Pressure Advance waarde.
- Analyseer de testprint. De ideale waarde is waarbij de lijn overal even dik is, zonder verdikkingen of verdunningen aan de uiteinden.
- Sla de waarde op in je firmware of Klipper
printer.cfg.
- Do's & Don'ts:
- Do: Voer deze kalibratie uit na het kalibreren van je E-steps en flow. De resultaten zijn afhankelijk van een accurate materiaaltoevoer.
- Don't: Gebruik deze functie niet met een PTFE-lined hotend en een te hoge waarde. De compressie van het filament in de PTFE-tube kan leiden tot onvoorspelbaar gedrag en verstoppingen. Dit werkt het best met all-metal hotends.
4. Input Shaping: De Strijd tegen Trillingen (Klipper)
Voor Klipper-gebruikers is Input Shaping een gamechanger. Het is een techniek die de trillingen van je printerframe en bewegende assen meet en vervolgens de bewegingscommando's aanpast om deze trillingen actief te onderdrukken. Dit elimineert ghosting (ringing) en VFA's (Vertical Fine Artifacts).
- Waarom het ertoe doet: Maakt het mogelijk om op veel hogere snelheden en acceleraties te printen met behoud van een perfect gladde oppervlaktekwaliteit. Het is dé reden waarom Klipper zo populair is bij snelheidsduivels.
- De Procedure (Kort):
- Installeer een versnellingsmeter (bijv. ADXL345) op je printkop.
- Voer de Klipper-commando's uit om de resonantiefrequenties van je X- en Y-as te meten.
- Klipper berekent de optimale Input Shaping profielen en past deze toe in je
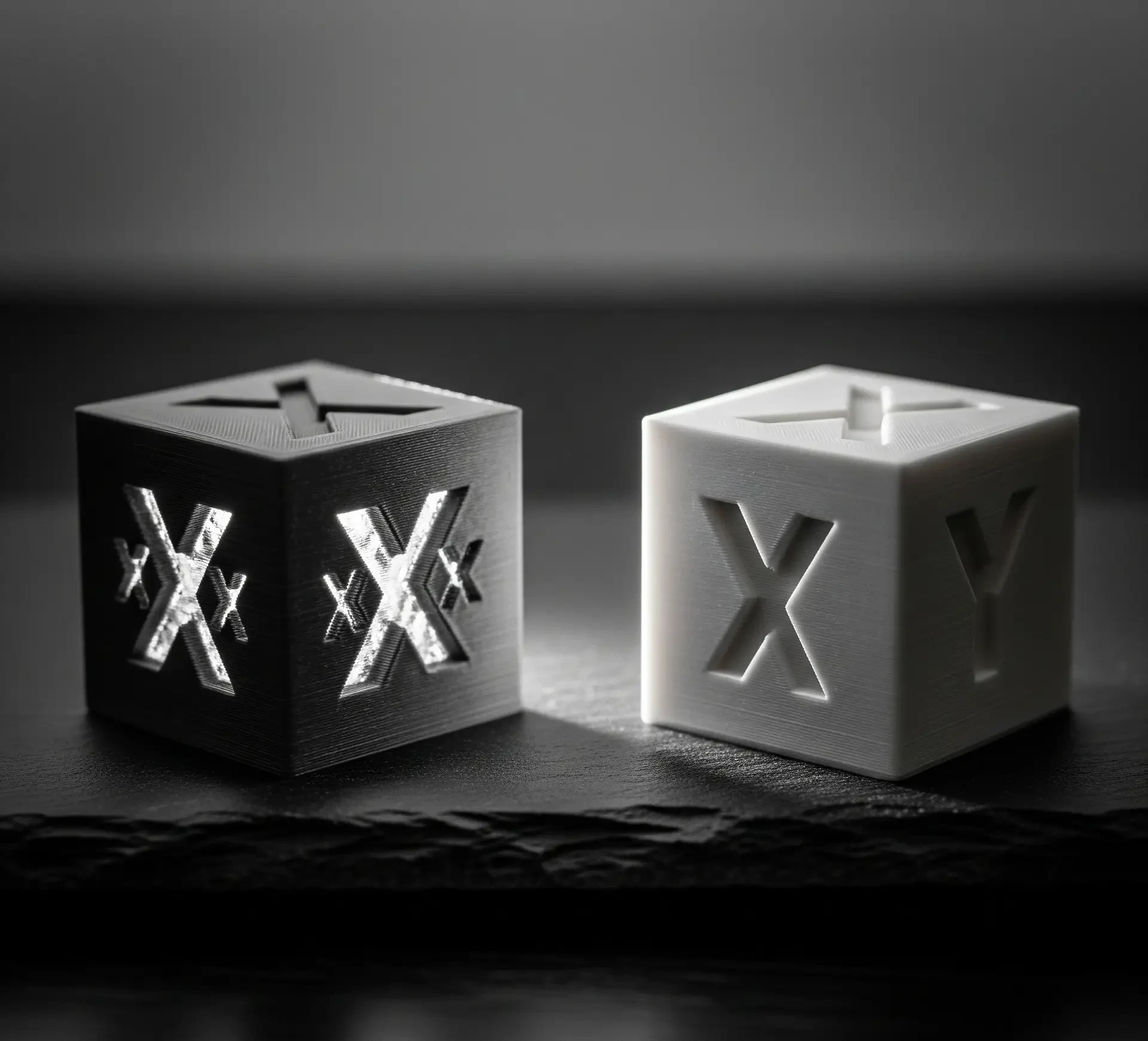
printer.cfg. - Print een testkubus met scherpe hoeken om het verschil te zien.
- Do's & Don'ts:
- Do: Investeer in een kwaliteitsvolle versnellingsmeter en zorg voor een stevige, trillingsvrije montage op je printkop voor nauwkeurige metingen.
- Don't: Probeer geen "gok" te doen met Input Shaping parameters zonder metingen. De verkeerde waarden kunnen de printkwaliteit ernstig verslechteren of zelfs de printer beschadigen.
Conclusie
Geavanceerde kalibratie is geen eenmalige taak, maar een doorlopend proces van verfijning. Door verder te gaan dan alleen de basis en je te verdiepen in E-steps, flow, Linear Advance en Input Shaping, transformeer je je 3D-printer van een hobbyapparaat naar een precisiegereedschap. Het resultaat? Prints die niet alleen functioneel zijn, maar ook esthetisch perfect. De tijd en moeite die je hierin investeert, betaalt zich dubbel en dwars terug in ongeëvenaarde kwaliteit en consistentie.